عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




PT100 detector connections for pharmaceutical chamber probes0 pages
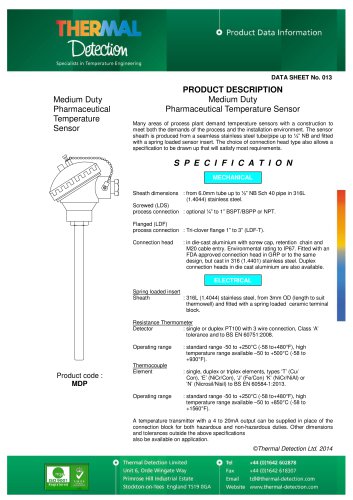
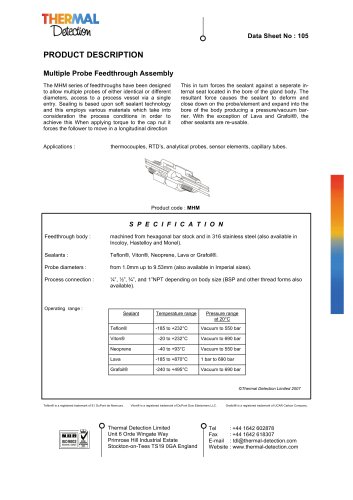
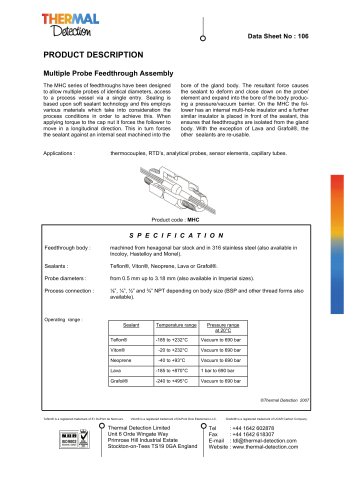
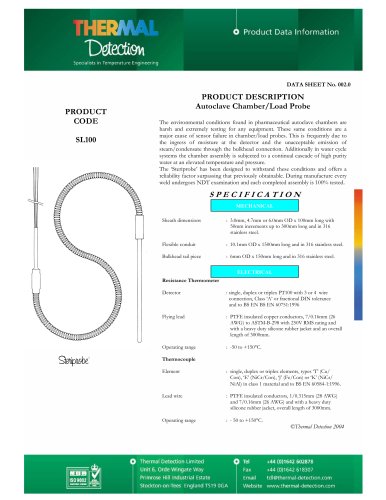
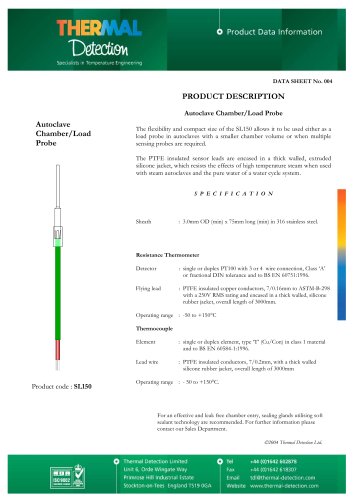
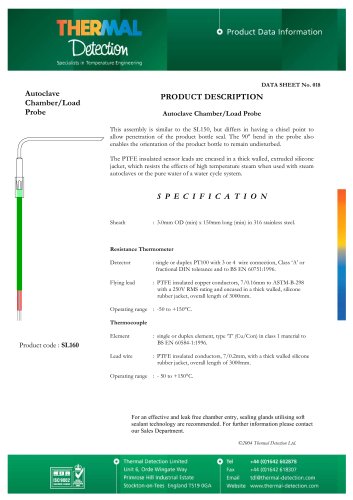
PT100 Detectors Types of Connection and Their Effect on Pharmaceutical Autoclave Chamber/Load Probes An often ignored consequence of using longer than average lead wire lengths for pharmaceutical autoclave chamber probes, is the sacrificing of accurate temperature measurement. When planning to upgrade or purchase an autoclave incorporating temperature probes with longer than average conductors it is therefore essential to give this factor due consideration. Detector Types and Construction PT100 detectors are now available in two formats, the conventional type which uses a wire wound construction and the thin film type. This latter type is based upon a ceramic substrate with a deposition of high purity platinum, laser etched to give 100 at 0.0ҰC. This is then sealed within a glass adhesive. Detectors are commercially available to several different tolerance levels, Class Bђ and Aђ are according to BS EN 60751:1996 and the remainder are based on fractions of the Class Bђ tolerance:- Class BђClass Aђ1/3 DIN1/5 DIN1/10 DIN at 0.0 C 0.12ѱ0.060.03ѱ0.020.01 In general only the wire wound types are available in ёfractional DIN tolerances and this is achieved by selection following manufacture. The higher tolerance of the wire wound type is due in part to itҒs construction because the platinum winding of the detector component is freely suspendedђ within a ceramic housing. This freedomђ provides the ability for the platinum to self anneal after temperature cycling which also aids long term stability. The disadvantage of this type of construction is that this freedom of movement makes it more susceptible to mechanical shock, which induces drift and in extreme cases a break in the winding, causing an open circuit. Thin film PT100 detectors show greater resilience to mechanical shock, but they are only manufactured successfully to class Aђ tolerance and they lack the long term, drift free characteristic of the wire wound types. Autoclave Chamber Probes In selecting a detector for use in an assembly, which is destined for autoclave chamber use, it is necessary to achieve a balance between the optimum tolerance and the resilience of the detector to frequent handling by the operators. For all pharmaceutical applications Thermal Detection use only Class Aђ detectors or those with a higher tolerance. Unless otherwise specified by the customer the thin >
"