عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




Precision Drill Presses Small Hole Drilling0 pages
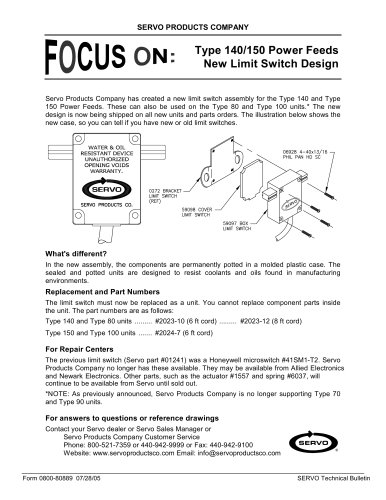
SERVO PRODUCTS COMPANY
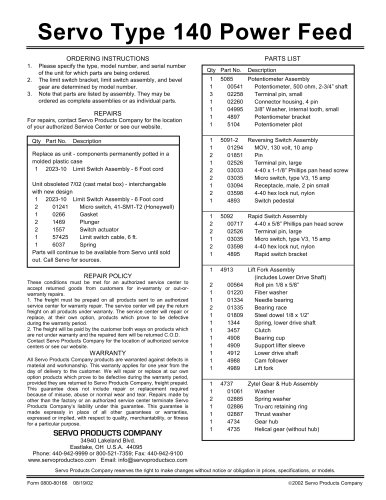
Precision Drill Presses
Small Hole Drilling
What is small hole drilling? How small is small?
Why is drill runout important?
What else should I know about?
The Servo Products Company line of precision sensitive drill presses are suited for small hole drilling
in the range of 0.004 inch (0.1 mm) to 1/8 inch (3.2 mm). Cutting tools up to 1/4 inch (6.35 mm) can
be held by the WW collet type of machines. The size range from 1/8 inch (3.2 mm) to 1/4 inch (6.35
mm) is for work only in most non-ferrous metals and plastics. For purposes of this discussion, we will
define small hole drilling as covering the range from 0.004 inch (0.1 mm) to 1/16 inch (1.59 mm).
One of the most important factors involved in small hole drilling is the ability of the cutting tool to
accomplish "work" at a predetermined rate. This ability is considerably reduced with small cutting
tools over their larger counterparts due to the delicate nature of their construction and the problems
encountered with uniform hand feeding rates.
Drill Runout
An additional factor when using small cutting tools is the percentage of "runout" relative to their
diameter. As an example, if a 0.500" (12.7 mm) diameter cutting tool has a Total Indicated Runout
(TIR) of 5%, this would amount to 0.025 inch (0.64 mm). This amount of runout would be readily
noticeable to the operator. However, when the same percentage of TIR is applied to a diameter of
0.005 inch (0.127 mm), this results in a runout of only 0.00025 inch (0.00635 mm) which would not be
readily observed by the operator. From the above comparison, it is apparent that while the amount of
TIR is relatively small as an absolute amount for the 0.005 inch (0.127 mm), it is just as damaging to
the finished hole size and to potential drill breakage as the TIR is for the 0.500 inch (12.7 mm)
diameter cutting tool.
The above comparison shows the importance of maintaining the TIR to as low a percentage of the
tool diameter as practical. This is the reason the collet system of chucking is preferred over the
three-jaw chuck since the TIR for the collet system is approximately 1/5 to 1/3 the value of the threejaw chuck. Generally speaking, the TIR of the collet system will run within 0.0002 inch (0.0051 mm)
to 0.0003 inch (0.0076 mm). The TIR for the three-jaw chuck will run within 0.0005 inch (0.027 mm)
to 0.0015 inch (0.0381 mm). Additional factors to minimize tool runout include making the tool
overhang (length projecting from collet or chuck) as short as possible, as well as using the shortest
possible tool.
Cutting Tool Feeds and Speeds
The spindle’s revolutions per minute (rpm) is important when drilling small holes. For the more
exotic ferrous metals covering all of the high strength steels including stainless steel, the best rule
to follow is to start at a low rpm such as 1,000 and gradually increase the speed as a "feel" is
developed for the proper feed rate to maintain a continuous chip structure. When the drill starts to
enter the work, it is extremely important to maintain the feed pressure in a sufficient amount to
immediately start cutting while at the same time not overloading the drill, which would cause
breakage. This technique will prevent "work hardening" on the surface of the material to be drilled
during the early entry stages of the drill point. A typical speed range for these materials would be
between 1,000 and 5,000 rpm. The rpm for non-ferrous metals can generally be increased
approximately three times over the ones outlined above. Some materials such as hard brass, etc.
would be required to start at a slower speed and slowly increase the rpm until the proper chip is
produced. (Continued)
Form 0800-80856 012301
SERVO Sales Bulletin
"