عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




Bearingizing Selection and Operation Guide0 pages
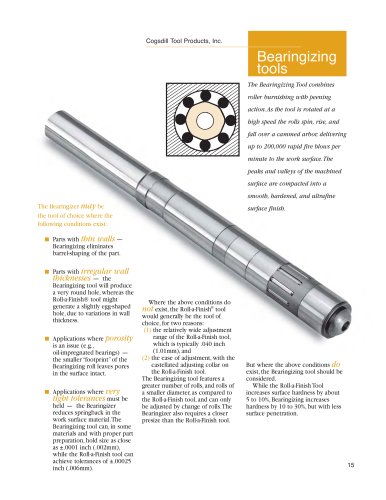
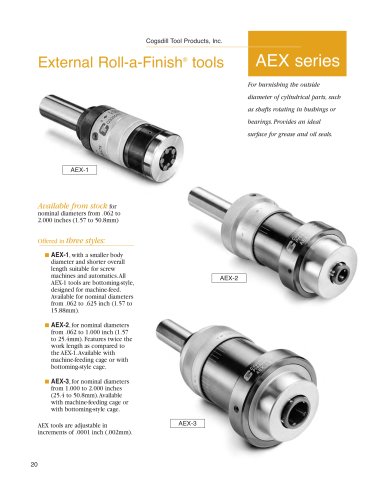
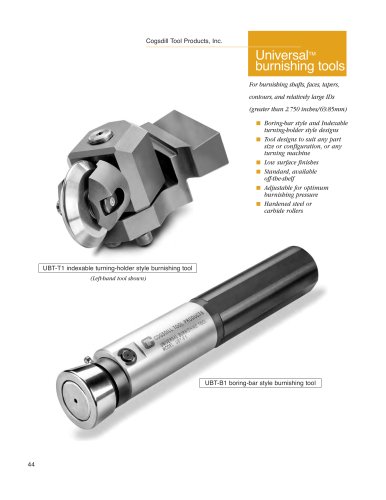
Cogsdill Tool Products, Inc.
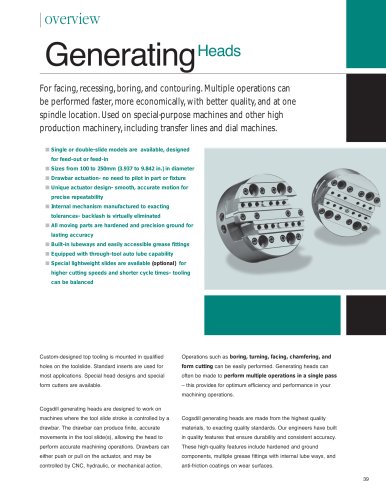
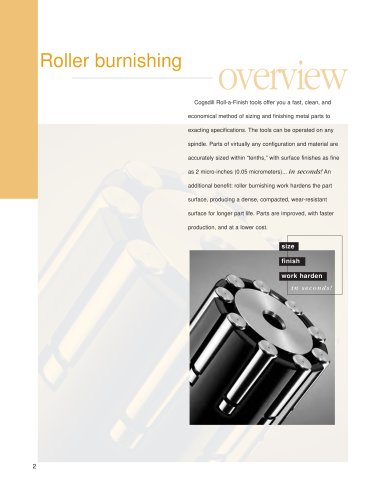
Bearingizing
tools
The Bearingizing Tool combines
roller burnishing with peening
action. As the tool is rotated at a
high speed the rolls spin, rise, and
fall over a cammed arbor, delivering
up to 200,000 rapid fire blows per
minute to the work surface. The
peaks and valleys of the machined
surface are compacted into a
smooth, hardened, and ultrafine
The Bearingizer may be
the tool of choice where the
following conditions exist:
■
Parts with thin walls —
Bearingizing eliminates
barrel-shaping of the part.
■
surface finish.
Parts with irregular wall
thicknesses — the
Bearingizing tool will produce
a very round hole, whereas the
Roll-a-Finish® tool might
generate a slightly egg-shaped
hole, due to variations in wall
thickness.
■
■
Applications where porosity
is an issue (e.g.,
oil-impregnated bearings) —
the smaller “footprint” of the
Bearingizing roll leaves pores
in the surface intact.
Applications where very
tight tolerances must be
held — the Bearingizer
reduces springback in the
work surface material. The
Bearingizing tool can, in some
materials and with proper part
preparation, hold size as close
as ±.0001 inch (.002mm),
while the Roll-a-Finish tool can
achieve tolerances of ±.00025
inch (.006mm).
Where the above conditions do
not exist, the Roll-a-Finish® tool
would generally be the tool of
choice, for two reasons:
(1) the relatively wide adjustment
range of the Roll-a-Finish tool,
which is typically .040 inch
(1.01mm), and
(2) the ease of adjustment, with the
castellated adjusting collar on
the Roll-a-Finish tool.
The Bearingizing tool features a
greater number of rolls, and rolls of
a smaller diameter, as compared to
the Roll-a-Finish tool, and can only
be adjusted by change of rolls. The
Bearingizer also requires a closer
presize than the Roll-a-Finish tool.
But where the above conditions do
exist, the Bearingizing tool should be
considered.
While the Roll-a-Finish Tool
increases surface hardness by about
5 to 10%, Bearingizing increases
hardness by 10 to 30%, but with less
surface penetration.
15