عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




With 90 years’ experience in honing technology and subsidiaries throughout the world, we offer localized service and consultation. Emanating from our production and sales subsidiaries in Germany, France, Brazil, USA, India and China, we serve as the honing experts for the entire world with our premium products - because honing is our passion.
LOADING
Position honing0 pages
نسخه متنی
"
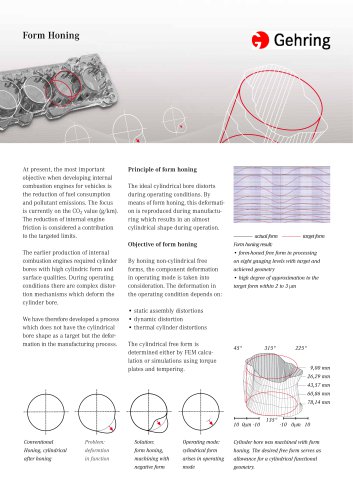
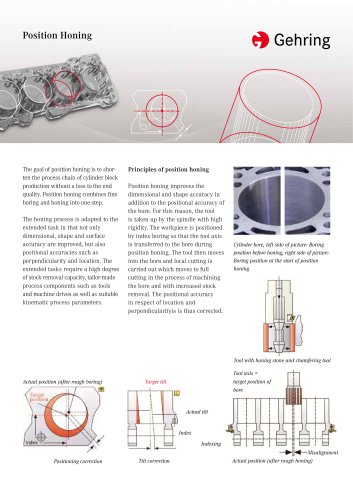
Position Honing
The goal of position honing is to shorten the process chain of cylinder block
production without a loss to the end
quality. Position honing combines fine
boring and honing into one step.
Principles of position honing
The honing process is adapted to the
extended task in that not only
dimensional, shape and surface
accuracy are improved, but also
positional accuracies such as
perpendicularity and location. The
extended tasks require a high degree
of stock removal capacity, tailor-made
process components such as tools
and machine drives as well as suitable
kinematic process parameters.
Position honing improves the
dimensional and shape accuracy in
addition to the positional accuracy of
the bore. For this reason, the tool
is taken up by the spindle with high
rigidity. The workpiece is positioned
by index boring so that the tool axis
is transferred to the bore during
position honing. The tool then moves
into the bore and local cutting is
carried out which moves to full
cutting in the process of machining
the bore and with increased stock
removal. The positional accuracy
in respect of location and
perpendicularityis is thus corrected.
Cylinder bore, left side of picture: Boring
position before honing, right side of picture:
Boring position at the start of position
honing
Tool with honing stone and chamfering tool
Actual position (after rough boring)
Tool axis =
target position of
bore
Target tilt
Actual tilt
Index
Indexing
Positioning correction
Tilt correction
Misalignment
Actual position (after rough honing)