عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




Stabil0 pages
Innovating tomorrow’s solutions . . . today
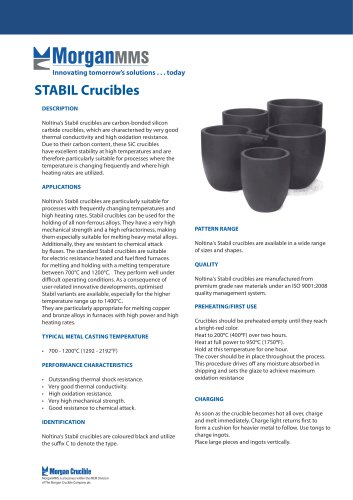
STABIL Crucibles
DESCRIPTION
Noltina‘s Stabil crucibles are carbon-bonded silicon
carbide crucibles, which are characterised by very good
thermal conductivity and high oxidation resistance.
Due to their carbon content, these SiC crucibles
have excellent stability at high temperatures and are
therefore particularly suitable for processes where the
temperature is changing frequently and where high
heating rates are utilized.
APPLICATIONS
Noltina‘s Stabil crucibles are particularly suitable for
processes with frequently changing temperatures and
high heating rates. Stabil crucibles can be used for the
holding of all non-ferrous alloys. They have a very high
mechanical strength and a high refractoriness, making
them especially suitable for melting heavy metal alloys.
Additionally, they are resistant to chemical attack
by fluxes. The standard Stabil crucibles are suitable
for electric resistance heated and fuel fired furnaces
for melting and holding with a melting temperature
between 700°C and 1200°C. They perform well under
difficult operating conditions. As a consequence of
user-related innovative developments, optimised
Stabil variants are available, especially for the higher
temperature range up to 1400°C.
They are particularly appropriate for melting copper
and bronze alloys in furnaces with high power and high
heating rates.
TYPICAL METAL CASTING TEMPERATURE
• 700 - 1200°C (1292 - 2192°F)
PERFORMANCE CHARACTERISTICS
•
•
•
•
•
Outstanding thermal shock resistance.
Very good thermal conductivity.
High oxidation resistance.
Very high mechanical strength.
Good resistance to chemical attack.
IDENTIFICATION
Noltina‘s Stabil crucibles are coloured black and utilize
the suffix C to denote the type.
MorganMMS is a business within the MEM Division
of The Morgan Crucible Company plc.
PATTERN RANGE
Noltina‘s Stabil crucibles are available in a wide range
of sizes and shapes.
QUALITY
Noltina‘s Stabil crucibles are manufactured from
premium grade raw materials under an ISO 9001:2008
quality management system.
PREHEATING/FIRST USE
Crucibles should be preheated empty until they reach
a bright-red color.
Heat to 200ºC (400ºF) over two hours.
Heat at full power to 950ºC (1750ºF).
Hold at this temperature for one hour.
The cover should be in place throughout the process.
This procedure drives off any moisture absorbed in
shipping and sets the glaze to achieve maximum
oxidation resistance
CHARGING
As soon as the crucible becomes hot all over, charge
and melt immediately. Charge light returns first to
form a cushion for heavier metal to follow. Use tongs to
charge ingots.
Place large pieces and ingots vertically.