عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




With 90 years’ experience in honing technology and subsidiaries throughout the world, we offer localized service and consultation. Emanating from our production and sales subsidiaries in Germany, France, Brazil, USA, India and China, we serve as the honing experts for the entire world with our premium products - because honing is our passion.
LOADING
Form honing0 pages
نسخه متنی
"
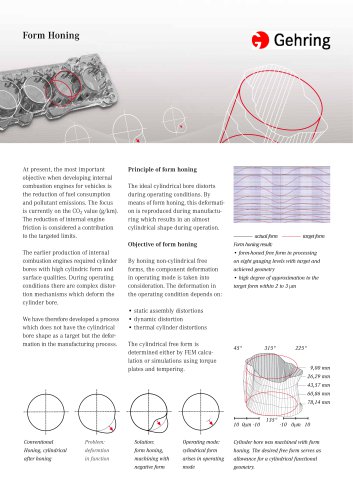
Form Honing
At present, the most important
objective when developing internal
combustion engines for vehicles is
the reduction of fuel consumption
and pollutant emissions. The focus
is currently on the CO2 value (g/km).
The reduction of internal engine
friction is considered a contribution
to the targeted limits.
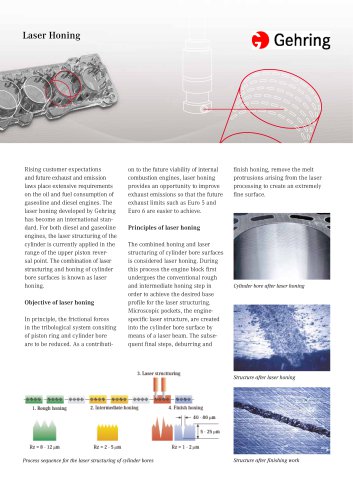
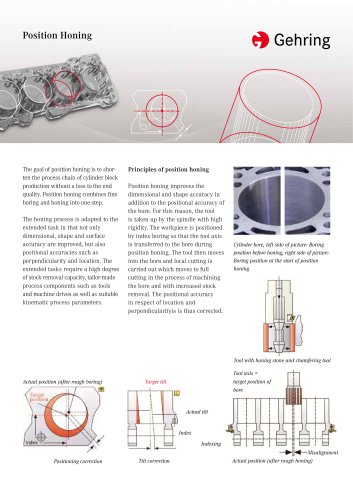
Principle of form honing
The ideal cylindrical bore distorts
during operating conditions. By
means of form honing, this deformation is reproduced during manufacturing which results in an almost
cylindrical shape during operation.
Objective of form honing
The earlier production of internal
combustion engines required cylinder
bores with high cylindric form and
surface qualities. During operating
conditions there are complex distortion mechanisms which deform the
cylinder bore.
We have therefore developed a process
which does not have the cylindrical
bore shape as a target but the deformation in the manufacturing process.
By honing non-cylindrical free
forms, the component deformation
in operating mode is taken into
consideration. The deformation in
the operating condition depends on:
--------------- actual form --------------- target form
Form honing result:
• form-honed free form in processing
on eight gauging levels with target and
achieved geometry
• high degree of approximation to the
target form within 2 to 3 µm
• static assembly distortions
• dynamic distortion
• thermal cylinder distortions
The cylindrical free form is
determined either by FEM calculation or simulations using torque
plates and tempering.
45°
315°
225°
9,00 mm
26,29 mm
43,57 mm
60,86 mm
78,14 mm
10 0µm -10
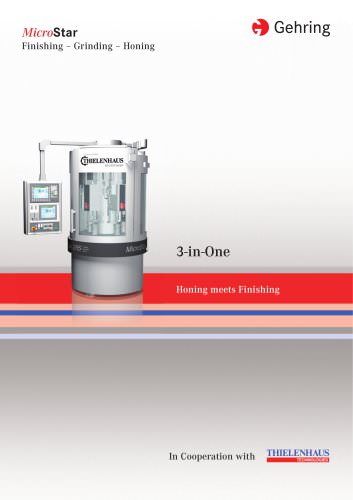
Conventional
Honing, cylindrical
after honing
Problem:
deformtion
in function
Solution:
form honing,
machining with
negative form
Operating mode:
cylindrical form
arises in operating
mode
135°
-10 0µm 10
Cylinder bore was machined with form
honing. The desired free form serves as
allowance for a cylindrical functional
geometry.