عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




Ultrasonic Welding Trouble Shooting Guide0 pages
Technolog
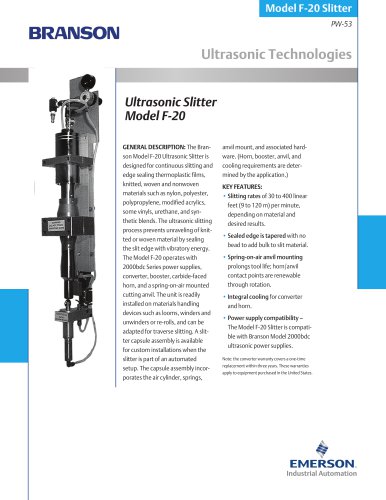
TL-24
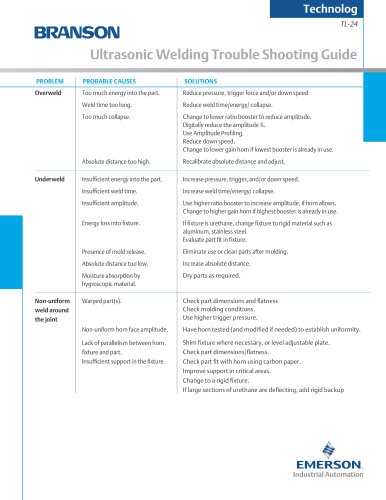
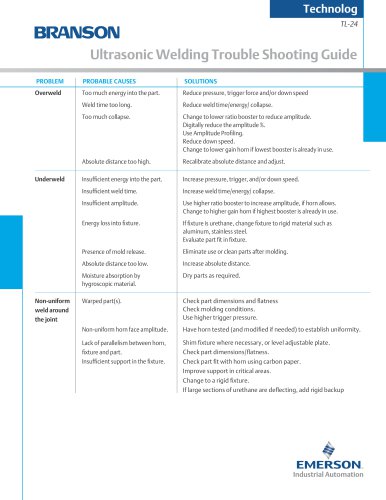
Ultrasonic Welding Trouble Shooting Guide
PROBLEM
PROBABLE CAUSES
SOLUTIONS
Overweld
Too much energy into the part.
Reduce pressure, trigger force and/or down speed
Weld time too long.
Reduce weld time/energy/ collapse.
Too much collapse.
Change to lower ratio booster to reduce amplitude.
Digitally reduce the amplitude %.
Use Amplitude Profiling.
Reduce down speed.
Change to lower gain horn if lowest booster is already in use.
Absolute distance too high.
Recalibrate absolute distance and adjust.
Insufficient energy into the part.
Increase pressure, trigger, and/or down speed.
Insufficient weld time.
Increase weld time/energy/ collapse.
Insufficient amplitude.
Use higher ratio booster to increase amplitude, if horn allows.
Change to higher gain horn if highest booster is already in use.
Energy loss into fixture.
If fixture is urethane, change fixture to rigid material such as
aluminum, stainless steel.
Evaluate part fit in fixture.
Presence of mold release.
Eliminate use or clean parts after molding.
Absolute distance too low.
Increase absolute distance.
Moisture absorption by
hygroscopic material.
Dry parts as required.
Warped part(s).
Check part dimensions and flatness
Check molding conditions.
Use higher trigger pressure.
Non-uniform horn face amplitude.
Have horn tested (and modified if needed) to establish uniformity.
Lack of parallelism between horn,
fixture and part.
Insufficient support in the fixture.
Shim fixture where necessary, or level adjustable plate.
Check part dimensions/flatness.
Check part fit with horn using carbon paper.
Improve support in critical areas.
Change to a rigid fixture.
If large sections of urethane are deflecting, add rigid backup
Underweld
Non-uniform
weld around
the joint