عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید




Electric Resistance Welded (ERW) Pipe Technology Brochure0 pages

Ultrasonics
GE Inspection Technologies
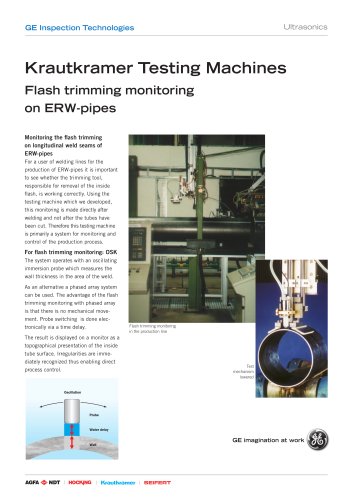
Krautkramer Testing Machines
ERWPipes
Electric Resistance Welded Pipes
ERW-pipes: testing weld seams, parent material of Heat Affected Zones
(HAZ), remaining parent
material and tube ends
Of course it is desirable to have testing
placed as near as possible behind the
welding point. This can only have
advantages for the production: tubes
with defects can be directly sorted out
and the welding process readjusted in
order to avoid further defects. The tubes
are tested for longitudinal defects (transverse defect detection only on request)
in the weld seam as well as for laminations in the HAZ.
sists of mechanics mounted on a portal.
Lifting and lowering of the complete
the probe unit for guidance on the tube
surface.
mechanics is made with the central
pneumatic unit. The mechanics consist of a test frame with guiding rollers
which are positioned before and behind
The complete unit can be withdrawn
out of the mechanics for calibration on
a reference piece outside of the production line.
Either angle-beam probes with xed
angles or immersion probes with
adjustable incidence angles can be used
in this test system. Laminations are
detected with immersion probes.
The number of probes is dependent on
the wall thickness of your tubes and on
the test task. A test system consists of at
least two probes for longitudinal testing.
It is possible to extend the system if it is
necessary to distinguish between inside
and outside defects. The tubes are fur-
Test frame lowered
Calibration stand
L2
L1
ther tested for laminations on both sides
of the weld seam in the HAZ.
K1
Longitudinal aw
The test is carried out in a pulse reec-
Q1
tion method.
With weld testing, coupling and function checks are made via the throughtransmission echo and with HAZ testing
via the backwall echo.
For longitudinal weld seam testing:
The testing machine for weld seams
and parent material on ERW-pipes con-
D2
Lamination
Complete ERW-pipe inspection system
D1
Transverse aw
"